
- Введение
- Основные типы технологий
- Сходство и различие SLM и DMLS
- История SLS 3D печати
- Как работают SLS принтеры
- Процесс печати
- Постобработка распечатанных моделей методом селективного лазерного спекания SLS
- Пере использование оставшегося материала в SLS принтерах
- Типы SLS принтеров
- Промышленные SLS
- Настольные SLS
- Сравнение систем SLS
- Нейлон для SLS печати: материал для прототипирования и производства
- Свойства нейлонов для SLS печати
- Почему выбирают SLS печать?
- Свобода творчества
- Высокая производительность и пропускная способность
- Функциональные материалы
Введение
Печать металлом на 3D-принтерах – трендовое направление для многих современных компаний, занимающихся промышленным производством, научными и медицинскими разработками. 3D-печать металлами и их композициями стала настоящей инновацией в постоянно меняющемся мире.
Несмотря на то, что разработка методов 3D-печати металлом велась давно, свое воплощение они нашли сравнительно недавно и стали применяться во многих отраслях, таких как аэрокосмическая, автомобильная, электротехническая, оборонная и т д
Некоторое время назад мало кто мог предположить, что технологии достигнут таких высот. Сегодня многие считают 3D-печать металлами чем-то вроде фантастики, как когда-то относились к 3D-печати пластиком. Однако на практике это оказалось вполне реально и осуществимо, и в этой статье мы расскажем почему.
В этой статье мы подробно расскажем о процессе 3D-печати металлом, топовых технологиях, оборудовании на рынке и разберем другие вопросы, связанные с этой темой.
Основные типы технологий
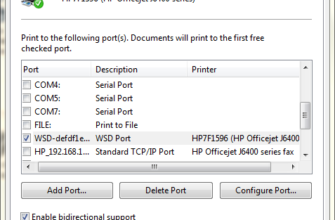
Прежде чем говорить о конкретных технологиях и обсуждать функции каждой из них в отдельности, хотелось бы проиллюстрировать классификацию основных групп технологий 3D-печати металлом на основе типологии процесса.
В аддитивном производстве металлических изделий выделяют две группы технологий 3D-печати металлом: синтез на подложке (Powder Bed Fusion) и прямую подачу энергии и материала (Directed Energy Deposition). Первый предполагает избирательное расплавление и затвердевание нанесенного слоя порошкового материала под воздействием лазера.
Второй – расплавление и затвердевание порошка за счет его точечной подачи в зону плавления. Технологии синтеза субстратов имеют разные названия, но очень похожи друг на друга. К ним относятся SLM, DMLS, DPM, LPBF, LaserCusing и EBM. Расшифруем названия каждого из них.
В переводе с английского первый метод означает избирательное или избирательное лазерное плавление (Selective Laser Melting), второй — метод прямого лазерного спекания (Direct Metal Laser Sintering), третий — прямую печать металлом (Direct Metal Printing), четвертый — прямой лазерное напыление порошка (Laser Powder Bed Fusion), пятый — селективное лазерное плавление (LaserCusing), шестой — электронно-лучевое плавление (Electron-beam Melting).
Сходство и различие SLM и DMLS
По сути, все технологии синтеза на подложке, за исключением технологии ЭЛМ, абсолютно идентичны друг другу и не имеют принципиальных отличий. Это разные названия одной и той же технологии, лежащей в основе работы большинства представленных на рынке металлических 3D-принтеров, а именно SLM.
На мировом рынке по этой технологии работают четыре ведущих производителя металлических 3D-принтеров. Все используют разные названия, чтобы отличить технику от аналогов и сделать ее более привлекательной для покупателя.
История SLS 3D печати
Селективное лазерное спекание (SLS) было одной из первых технологий аддитивного производства, разработанных в середине 1980-х годов доктором Карлом Декардом и доктором Джо Биманом из Техасского университета в Остине. С тех пор их метод был адаптирован для работы с различными материалами, включая пластики, металлы, стекло, керамику и различные композитные порошки.
На сегодняшний день двумя наиболее распространенными технологиями спекания в порошковом слое являются технология на основе пластика, которую часто называют SLS-печатью, и технология на основе металла, известная как прямое лазерное спекание металла (DMLS) или селективное лазерное плавление (SLM).
SLS, SLM, DMLS 3d принтеры работают по одному принципу и отличаются в основном мощностью и типом лазеров, наличием инертной среды в зоне печати, за счет того, что металлы при нагревании активно окисляются кислородом воздуха, и это в свою очередь может существенно повлиять на прочностные и качественные характеристики детали.
До недавнего времени эти технологии были непомерно дорогими и сложными, что ограничивало их использование небольшим количеством дорогих или нестандартных деталей, используемых в аэрокосмической и медицинской сферах.
Инновационные разработки в этой области значительно ускорились в последние годы, и SLS-печать на основе пластика теперь готова к использованию вместе с другими более распространенными технологиями 3D-печати, такими как стереолитография (SLA, DLP) и моделирование методом наплавления (FDM) получить широкое распространение в будущем благодаря доступным и компактным системам. Сравнение технологий SLA, FDM и SLS.
Как работают SLS принтеры
3D-принтеры SLS используют мощный лазер для расплавления крошечных частиц полимерного порошка.
Процесс печати
- Порошок распределяется тонким слоем поверх платформы внутри рабочей камеры.
- Принтер предварительно нагревает порошок до температуры чуть ниже его точки плавления. Это облегчает лазеру расплавление участков порошкового слоя.
- Лазер освещает поперечное сечение 3D-модели, нагревая порошок чуть ниже или ниже точки плавления материала. Это связывает частицы вместе, чтобы сформировать твердый слой. Нераспыленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных поддерживающих конструкциях.
- Платформа опускается на один слой в рабочую камеру, обычно на толщину от 50 до 200 микрон, и стриппер помещает сверху еще один слой порошка. Затем лазер освещает следующий поперечный слой.
- Этот процесс повторяется для каждого слоя до тех пор, пока деталь не будет готова, а готовые отпечатки будут постепенно остывать внутри принтера.
- После того, как детали остынут, оператор вынимает из принтера рабочую камеру и переносит ее на станцию очистки, отделяя отпечатанные модели и удаляя излишки порошка.

SLS использует лазер для спекания порошкообразного пластика в твердую структуру на основе 3D-модели.
Постобработка распечатанных моделей методом селективного лазерного спекания SLS
Отделка печатных моделей методом селективного лазерного спекания требует минимум времени и усилий.
После завершения печати готовые детали необходимо вынуть из сборочной камеры, отделить и очистить от лишнего порошка. Этот процесс обычно выполняется вручную на станции очистки с использованием сжатого воздуха и пылесоса.
Детали SLS имеют слегка шероховатую поверхность сразу после печати, как мелкая наждачная бумага. Шероховатость поверхности определяется как ½ размера фракции используемого порошка.
Например, при среднем диаметре частиц D50 = 30 мкм исходная шероховатость Ra = 15-18 мкм, а после пескоструйной обработки возможно достижение Ra = 8-10 мкм, что соответствует 4 классу варианты отделки, такие как шлифовка, покраска, эмалирование в печи, металлизация, склеивание, порошковое покрытие и флокирование.
Пере использование оставшегося материала в SLS принтерах
Любой лишний порошок, остающийся после экстракции, фильтруется для удаления более крупных частиц и может быть использован повторно. Неиспользованный порошок немного разрушается при воздействии высоких температур, поэтому его необходимо смешивать с новым материалом для последующей печати.
Возможность повторного использования материала для последующей работы делает SLS одним из наименее дорогих методов производства.
Типы SLS принтеров
Все системы селективного лазерного спекания основаны на описанном выше процессе. Наиболее важными характеристиками являются тип лазера и объем модели. В разных системах используются разные решения для контроля температуры, распределения порошка и наслоения.
Селективное лазерное спекание требует высокого уровня точности и строгого контроля. Температура порошка вместе с (незавершенными) деталями должна поддерживаться в пределах 2°C в течение трех стадий предварительного нагрева, спекания и хранения перед экстракцией, чтобы свести к минимуму деформацию, внутреннее напряжение и деформацию, вызванные теплом.
Промышленные SLS
Промышленные SLS используются в самых разных отраслях: от запасных частей до крупнейшего в мире производителя грузовиков, аэрокосмической и медицинской промышленности. Самые большие системы могут печатать детали длиной до 1 метра.
В промышленных системах SLS используется один или несколько мощных углекислотных лазеров. Чем больше объем здания, тем сложнее система. Промышленный SLS требует инертной атмосферы — азота или других газов — для предотвращения окисления и разложения порошка.
Поэтому для промышленного селективного лазерного спекания требуется специальное оборудование для обработки воздуха. Этим системам также требуется промышленная мощность, и даже для самых маленьких промышленных машин требуется не менее 10 м² монтажной площади² .

Настольные SLS
настольные SLS, 3D-принтеры Formlabs Fuse 1 обеспечивают производительность промышленного уровня в компактном и более практичном форм-факторе.

Benchtop SLS и Formlabs Fuse 1 не требуют специальной инфраструктуры и могут легко вписаться в ваше рабочее пространство.
В настольных системах вместо CO2-лазеров, используемых в промышленных системах, используется диодный или оптоволоконный лазер, что обеспечивает постоянное качество луча при меньших затратах.
Меньший объем сборки стационарной машины требует меньше тепла. Поскольку порошок подвергается воздействию высоких температур в течение более короткого времени, нет необходимости в инертных газах или специальном оборудовании для обработки воздуха. Более низкое энергопотребление позволяет настольным системам работать от стандартной сети переменного тока без специальной инфраструктуры.
Как правило, стационарные системы предлагают немного меньший объем сборки и более низкую скорость по сравнению с промышленными системами SLS в обмен на значительно меньшую занимаемую площадь и более низкую стоимость.
Читайте также: Как избавиться от задержек в играх
Сравнение систем SLS
| Цена | От 10 000 долларов США | $200,000-$1,000,000 + |
| Объем печати | До 165 х 165 х 320 мм | До 550 х 550 х 750 мм |
| Плюсы | Доступный Упрощенный рабочий процесс Низкие эксплуатационные расходы Маленький след |
Большой объем здания Высокая производительность Большой выбор материалов |
| Минусы | Средний объем строительства | Высокая цена Большой след Промышленная еда Требуется оператор и специальная подготовка |
Сравнение основано на настольных SLS-системах Formlabs Fuse 1 и промышленных SLS-системах от EOS и 3D Systems.
Нейлон для SLS печати: материал для прототипирования и производства
Наиболее распространенным материалом для селективного лазерного спекания является нейлон, популярный инженерный термопласт, предпочтительный благодаря его легким, прочным и гибким свойствам. Нейлон устойчив к ударам, химическим веществам, теплу, ультрафиолету, воде и грязи.

Нейлон идеально подходит для различных функциональных приложений, от разработки потребительских товаров до здравоохранения.
Нейлон представляет собой синтетический термопластичный полимер, относящийся к семейству полиамидов. Для селективного лазерного спекания обычно используются две версии: нейлон 11 и 12 или PA11 и PA12.
PA — это сокращенное название полиамида, а числа обозначают количество атомов углерода в материале. Оба материала схожи по свойствам, ПА11 чуть более гибкий и ударопрочный, а ПА12 более прочный, износостойкий и биосовместимый.
Свойства нейлонов для SLS печати
| Предел прочности | 50 МПа | 48 МПа |
| Модуль упругости | 1850 МПа | 1560 МПа |
| Продление в случае поломки | 12% | 35% |
| Температура плавления (ТГП) | 154°С при 0,45 МПа | 130°С при 0,45 МПа |
Нейлон 11 и 12 являются однокомпонентными порошками, но 3D-принтеры SLS также могут использовать двухкомпонентные порошки в виде порошков с покрытием или порошковых смесей.
Нейлоновые композиты с алюминидом, углеродом или стеклом предназначены для оптимизации прочности, жесткости или гибкости деталей. В двухкомпонентных порошках спекается только компонент с более низкой температурой стеклования, который связывает оба компонента.
Почему выбирают SLS печать?
Инженеры выбирают селективное лазерное спекание из-за свободы дизайна, высокой производительности, отсутствия поддержки и низкой стоимости деталей.
Свобода творчества
Для большинства процессов аддитивного производства, таких как стереолитография (SLA) и моделирование методом наплавления (FDM), требуются специальные опорные конструкции для создания выступов.
Для селективного лазерного спекания не требуются опорные конструкции, поскольку во время печати детали окружены порошком материала. SLS может создавать ранее невозможные геометрические формы, такие как динамические детали, детали с внутренними компонентами или каналами и другие очень сложные конструкции.

Шина разработана со сложной геометрией для уменьшения веса.
Инженеры обычно проектируют детали с учетом особенностей производственного процесса.
Поскольку селективное лазерное спекание становится жизнеспособным производственным методом для все большего числа применений, оно может открыть новые возможности для проектирования и строительства. SLS может печатать сложные дизайны за один раз, для чего обычно требуется несколько частей. Это помогает устранить недостатки традиционной сборки и сократить время производства конечного продукта.
Лазерное спекание может полностью использовать потенциал генеративного проектирования, позволяя создавать легкие конструкции с использованием сложных решетчатых структур, которые невозможно изготовить традиционными методами.
Высокая производительность и пропускная способность
SLS — это самая быстрая технология аддитивного производства для функциональных, прочных прототипов и конечных деталей. Лазеры, которые плавят порошок, имеют гораздо более высокую скорость вспышки и являются более точными, чем методы осаждения, используемые в других процессах, таких как промышленные 3D-принтеры FDM.
Несколько деталей могут быть плотно упакованы во время печати, чтобы максимизировать доступное пространство сборки для каждой машины. Операторы используют программное обеспечение для оптимизации каждой сборки для достижения максимальной производительности, оставляя лишь минимальный зазор между деталями.

SLS позволяет операторам заполнять рабочую камеру как можно большим количеством деталей и печатать их без поддержки, чтобы сэкономить время на постобработке
Детали можно добавлять в сборку во время печати. Это позволяет вносить изменения в конструкцию в последнюю минуту или добавлять новые элементы к последующим итерациям прототипа.
Функциональные материалы
Ключом к функциональности и универсальности 3D-печати SLS является используемый материал. Нейлон и его композиты являются проверенными высококачественными термопластами. Нейлоновые детали, спеченные лазером, обладают высокой прочностью и механическими свойствами, сравнимыми с деталями, изготовленными с использованием традиционных методов производства, таких как литье под давлением.

Отвертка в сборе — напечатано нейлоном PA 12. Нейлоновые детали можно легко обработать, чтобы получить гладкую поверхность профессионального качества.
Нейлон SLS является отличной заменой обычным пластикам, полученным методом литья под давлением. Он идеально подходит для функциональных применений, где требуются пластиковые детали, которые будут работать там, где детали, изготовленные другими методами, со временем разрушаются и становятся хрупкими.